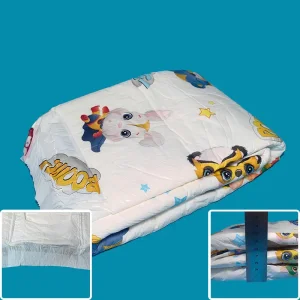
Deploying medical-grade engineering and certified structural layers for superior moisture retention, dry surface contact, and zero leakage.
The global pet hygiene sector has experienced a profound shift from a consumer novelty market to a high-volume, performance-driven necessity segment. Today's commercial buyers—ranging from large-scale retail distributors to hyper-growth e-commerce brands—demand custom pet pee pads that deliver more than just basic leakage containment. They require multi-layered polymer structures, odor neutralization matrices, and high-efficiency raw materials that prevent tracking and protect floors over long intervals.
Selecting a pet pad manufacturer requires evaluating chemical formulations, assembly tolerances, structural integrity, and supply chain consistency. This whitepaper explains the design elements of modern pet training pads, evaluates the operational capacity of Chinese Factory 4.0 plants, and presents an integration strategy for global procurement teams.
"Modern pet training pads rely on balanced chemical engineering: matching polymer expansion dynamics with capillary transport networks to optimize fluid management under pressure."
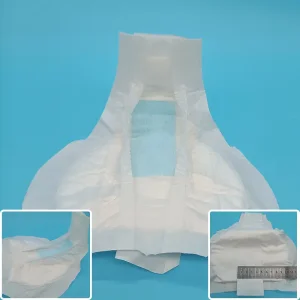
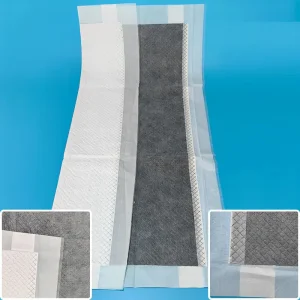
Industrial-grade pee pads use a multi-tiered structural system designed to capture, distribute, solidify, and seal liquids. The properties of each layer define the performance of the end product:
| Layer Element | Material Specifications | Core Function & Mechanism |
|---|---|---|
| 1. Topsheet | Hydrophilic Spunbond Nonwoven / Hot Air Nonwoven | Rapid fluid ingress; maintains dry contact with pet paws to prevent tracking. |
| 2. Transfer Layer (ADL) | Acquisition Distribution Layer (Nonwoven blend) | Channels fluid horizontally to avoid pooling and optimize center core capacity. |
| 3. Superabsorbent Core | High-ratio SAP (Superabsorbent Polymer) & Virgin Fluff Pulp | Converts liquid to gel via cross-linked polyacrylic polymers under compression. |
| 4. Tissue Wrap | Sterilized Cellulose / Wet-laid Tissue | Envelops the SAP/pulp mix to maintain core integrity and prevent shifting. |
| 5. Backsheet | Cast Polyethylene (PE) or Breathable Cloth-like Film | Provides a complete barrier to protect floor surfaces; supports positioning tapes. |
The performance of a pet training pad depends on its Superabsorbent Polymer (SAP) quality and absorption speed. Premium grade SAP absorbs up to 300 times its weight in deionized water. However, under pressure (such as a large breed dog walking across the pad), gel blocking can occur if the polymer expands too quickly. This restricts subsequent fluid distribution.
Advanced manufacturing facilities balance absorption capacity with rate-optimized SAP grades. Mixing high-capacity polymers with long-fiber virgin wood pulp forms a capillary network that moves fluid away from the entry point. This minimizes rewet, keeping the surface dry and preventing pets from stepping in standing liquid.
Focusing on the research, development, and high-volume production of absorbent hygiene products. We rely on advanced manufacturing equipment, qualified technical teams, and a rigorous quality control framework.
Our main products include adult diapers, adult pull-up pants, disposable underpads, pet training pads, and diaper liners. We hold CE, FDA, FSC, ISO13485, and ISO9001 certifications. Our mission is to supply reliable absorbent products, support client brand scaling, and resolve complex supply chain requirements.

Established in April 2020 by custom product developers, Snugrace was founded to address persistent design challenges in the consumer hygiene sector: fluid leakage, poor absorption, bulkiness, and product sustainability.
"Snug" represents warmth, comfort, and safety. "Grace" represents design precision, manufacturing elegance, and strict material standards. Snugrace designs functional products with refined aesthetics to meet modern consumer preferences.

The next generation of pet hygiene products relies on material developments that optimize both absorbency and environmental sustainability. Global regulatory changes and shifting consumer values drive the transition away from fossil-fuel-derived plastics.
Traditional backsheets use standard polyethylene films, which can persist in landfills for decades. Our material research team is replacing these with PLA (Polylactic Acid) and PBAT (Polybutylene Adipate Co-terephthalate) compound films. These compostable polymers provide a leak-proof barrier that degrades in industrial compost facilities within 180 days, reducing plastic waste without compromising performance.
Rather than masking pet odors with synthetic perfumes (which can irritate sensitive animals), contemporary pet pads incorporate active carbon matrices, green tea catechins, and natural enzymes. Integrating activated bamboo charcoal directly into the tissue wrap allows pads to absorb ammonia, methyl mercaptan, and volatile organic compounds (VOCs) at a molecular level.
Bamboo fiber is emerging as a sustainable alternative to polypropylene spunbond nonwoven fabrics. It grows quickly without chemical fertilizers and has natural micro-gaps that speed up fluid intake compared to standard synthetic fibers. This lowers surface wetness times and reduces skin irritation.
Leveraging raw material networks, automated processing machinery, and unified production lines in Tianjin to ensure consistent quality and scale.
Direct partnerships with regional polymer manufacturers and pulp suppliers insulate production from material price spikes and supply disruptions.
High-resolution inspection cameras monitor thickness, raw edge alignment, and metal contaminants at speeds of up to 400 meters per minute.
Full OEM and ODM support for packaging, including compression bagging, retail box design, and e-commerce-ready polybags.
We operate 23 advanced production lines within cleanrooms designed to control airborne particulates, humidity, and temperature.
Our facilities hold global certifications, verifying that our products comply with regulatory safety and performance criteria.

ISO Quality Systems
CE Compliance Certificate
FDA Facility Registration
FSC Pulp Certification
Answers to common technical, logistics, and quality assurance questions for institutional buyers.
Our standard Minimum Order Quantity (MOQ) for custom-branded packaging is typically one 40-foot High Cube (40HC) container per size, which translates to approximately 100,000 to 250,000 pads depending on the dimensions. Smaller test orders using standard film run on an OEM basis can be negotiated depending on line availability.
Every batch of incoming SAP goes through laboratory verification testing absorption capacity under load, absorption rate (vortex test), and gel strength. During production, we conduct online weight measurements and perform physical lab tests every two hours, including liquid acquisition time and rewet value (target < 0.1g) tests.
Yes. We offer customizable technical options that replace the standard polypropylene topsheet with a 100% natural, biodegradable bamboo fiber nonwoven, and replace the PE backing film with a certified compostable PLA/PBAT starch-based film. Our pulp is sourcing-compliant with Forest Stewardship Council (FSC) guidelines.
We use continuous embossing rollers that create micro-channels in the core to distribute liquid across the pad. Sealed margins on all four sides use hot-melt adhesive or ultrasonic bonding. Spunbond hydrophobic borders can also be added to keep liquid contained within the active absorption zone.
Providing medical-grade absorbent materials and structured layers for diverse personal care requirements.